Utilizing SMED as a Lean Processing Tool
Lean manufacturing can help increase manufacturing flexibility, decrease changeover times, and improve operational performance.
One tool to help this process is SMED, or single-minute exchange of dies, which focuses on reducing setup and changeover times; increasing machine uptime, yield, and output; reducing costs; and increasing profitability.
First, let’s clarify one thing—SMED is not only for metal manufacturers or companies that use dies. In this process, "dies" can refer to any setup, changeover item, or product change.
In addition, "single minute" does not mean changeovers should be completed in less than one minute. Instead, the goal is changeovers that take less than 10 minutes—a single-digit number of minutes.
The key of SMED is to reduce downtime due to changeovers or replacement of items within a process. It is a key tool to help with OEE (overall equipment effectiveness), a measurement that compares the actual utilization of equipment to its full potential during scheduled time. There are three components of OEE:
Availability: Equipment availability minus unplanned stops, setup time, and equipment failure.
Performance: Best cycle time minus actual cycle time.
Quality: Good parts minus defective parts.
OEE = Fastest possible cycle time X Good parts
Planned production time
Utilizing SMED helps decrease setup and changeover time, which will benefit not only your OEE but the following areas as well:
- Increased capacity: You are losing less time for changeovers, resulting in increased machine capacity.
- Reduction of batch sizes: Quicker changeovers require less inventory and allow you to move from batch manufacturing to single piece flow.
- Reduced lead times: Faster changeovers mean a reduction of built-in lead times.
- Flexibility: If you experience issues with your supply chain, you can quickly switch to other products.
- Reduction of WIP (work-in-progress): Quicker changeovers reduce bottlenecks and the need for WIP.
- Improved quality: Faster and more consistent changeovers increase product quality by reducing setup errors and start-up issues.
Now that you understand SMED, it's time to identify where it can help you.
If you monitor or track your equipment downtime for product or process changeovers, you already know that you are losing some operating time and product output. If you put that lost time into a Pareto chart or other tracking system, you will quickly understand where you are losing time.
If this is your first SMED event, I recommend starting with a simple changeover or an area where you have less pressure, as this will allow you to train your team and develop a road map for any future SMED events. You don’t want to start your first SMED event on your most critical product line.
How do you start your first SMED event?
Start by selecting a team that includes operators, technicians, maintenance staff, engineers, quality control, and maybe a few people from outside the area. Explain SMED and your goals to the team.
Before you go to the machine to start observing the current changeover process, make sure everyone is safe and the changeover is performed using an approved and appropriate lockout/tagout (LOTO) procedure. Safety must always come first. SMED is not about cutting corners, increasing safety risk, or adding hazards. It is about identifying work that can be done before the machine is shut down, determining work that can be performed outside the machine, improving efficiencies during the shutdown changeover, and developing best practices and standards.
When starting your event, it is important to document each step as it is performed. I suggest utilizing readily available technology like smartphones or other video-recording devices. If you do not have access to video-recording equipment, stopwatches, clipboards, and pens will also work. If you don’t capture what happened during the changeover, you won't be able to improve it. Simultaneously recording video from multiple angles will allow you to review the complete process away from the actual task.
Write down each step in the order it is performed and document the time it takes. Ask the people who currently perform the changeover why they do what they do and how they chose the order of steps. This portion of SMED is identical to VSM (value-stream mapping), another lean tool.
Once you have the complete changeover observed and documented, move to a location where you and your team can discuss the process. Have one team member read the documentation, discuss the information as a group, and add any additional tasks or details that were missed. You want this to be as accurate as possible. This is where a video review can help uncover a lot of details.
Review every action in detail. Ask why it is done, why it is done that way, why it is done during that stage of the changeover, and how it could be improved.
- Look for tasks that can be performed before the machine is shut down or outside the machine.
- Determine areas where better workplace organization can help (5S).
- Identify redundant steps.
- Look for safety concerns.
- Identify opportunities to improve changeover tooling.
- Look for standardization opportunities.
- Identify best practices.
- Evaluate setup qualification processes and startup procedures.
The following case study demonstrates the potential benefits of SMED.
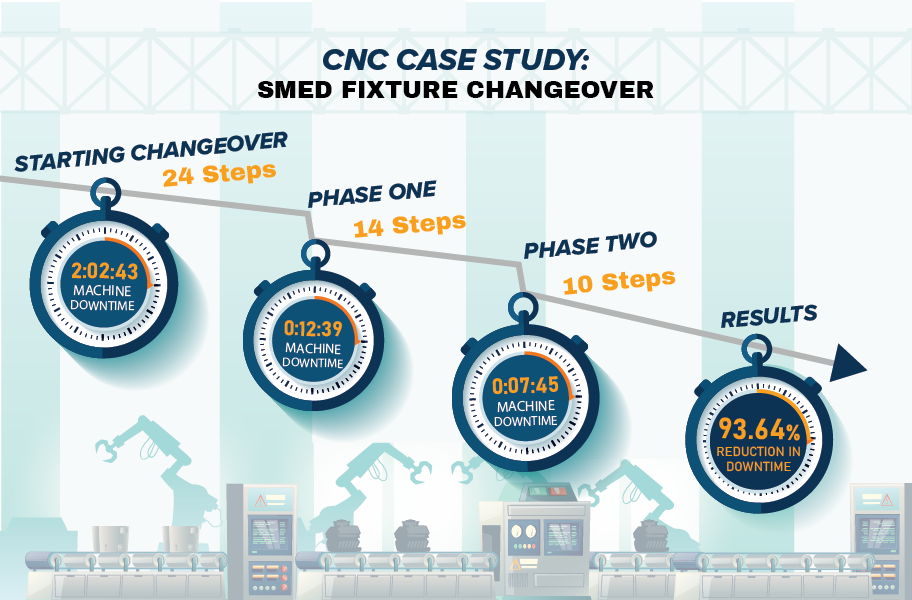
A changeover for a machining fixture within a CNC machining center took about 123 minutes. The first SMED effort reduced the time to just over 12 minutes. Though it did not meet the goal of a single-minute exchange of dies, it was an impressive reduction. A few weeks later, a second attempt was able to achieve a total machine downtime of less than 8 minutes—a reduction of 115 minutes. If that changeover is made twice per month, machine uptime would increase by 46 hours over the course of a year!
In addition, many of the improvements achieved during the first and second SMED were easily replicated to similar changeovers, resulting in additional time savings and benefits. Remember, lean manufacturing is all about continuous improvement. It’s not a one and done.
Implementing a standard fixture location system, leaving a part within the fixture, and having tooling preset were improvements that were simple to transfer across multiple setups and the time savings showed up in a variety of ways.
- Better machine utilization
- Better operator utilization
- 5S implementation for machine changeovers and other areas
- Better utilization of the skilled setup staff
- Increase in operator skillset
- Higher job satisfaction
- Fewer high-stress changeovers
After their initial SMED success, the team moved on to more difficult and longer changeovers. Within one year, 82% of all changeovers were under 10 minutes. Another benefit was a standard fixture and tooling adaptor plate, which made it possible to run 75% of jobs on any machine. This increased scheduling and planning flexibility, driving better customer and order response times. On-time deliveries to customers improved to 97%.
Capacity and flexibility gains from SMED can eliminate the need to purchase additional machines, you will not only save the cost of the machine, but costs related to staffing, tooling, and maintenance as well. You can use the financial benefits of SMED for other investments in your company. These are real dollars added to the bottom line.
Outside the shop floor, one of the best examples to illustrate the benefits of SMED is racing. Look at any pit crew for a professional racing team. The milliseconds that the pit crew shaves off during a stop could be the difference between first and second place for the driver.
If you ever have the chance to see a pit crew in action, you will see:
- 5S workplace organization: Each person has exactly what they need where they need it.
- Prework: Tires, gas cans, and other items are set up and filled before they are needed at the car.
- Best practices: Each task is performed exactly the same way each time and team members are cross trained so they can step in to help if needed.
- Mechanical improvements: Over the years, racecars switched from using multiple wheel lugs to a single lug. As a result, a pit crew member only needs to loosen and tighten one lug nut per wheel. This saves time on each of the four corners of the car versus removing and reinstalling multiple lug nuts.
- Continuous improvement: After each race, the crew reviews each pitstop on video and brainstorms how to improve it for the next race.
I realize your manufacturing operation is not a racing team. However, it is a great example of how something that must be done, like a changeover or setup, can be improved on a continuous basis.
Summary
The goal of SMED is to improve machine uptime and output by reducing setup and changeover times to below 10 minutes. Key elements for improvements are workplace organization, standardization of work, development of best practices, additional training, and moving tasks to be performed externally before the machine is shutdown.
If you truly care about increasing your company’s efficiency and adding measurable dollars to your bottom line, SMED is a tool you need to use.



An insurance company that cares about you and insuring the things you wish to be insured.
Get a Quote> Find an Agent>